موضوع: المكابس Presses الإثنين 30 نوفمبر 2009 - 0:06
Gap Frame Presses
Stamtec’s 1 Point Gap Frame Press (aka OBG, OBS, OBI, or c-frame) undergoes FEA (Finite Element Analysis) prior to manufacturing to insure proper design, superior strength and maximum resistance to deflection.
Our Low-enertia press drive train features gears manufactured with steel hubs, forged steel gear rings, finished ground and hardened gear teeth, running in an oil bath and spray system to provide close running tolerances, prolonged life, and a smooth quiet operation.
Our air actuated wet clutch/brake delivers rated torque at relatively low air pressure, resulting in reduced lining wear and air consumption. Greater heat dissipating characteristics promote longer life and better performance, even at high single-stroking rates.
Our standard press control comes with:
• Six (6) programmable limit switches • Four (4) programmable die monitor inputs • 6-digit part & batch counters • LCD display screen for status and fault messages • LED display for crank angle and spm
Our Fast Response Hydraulic Overload Protection System relieves the pressure of a tonnage overload in milliseconds, stopping the press immediately to help protect press and dies from damage.
Gap Frame Presses
Stamtec’s 2 Point Gap Frame Press (aka OBG, OBS, OBI, or c-frame)undergoes FEA (Finite Element Analysis) prior to manufacturing to insure proper design, superior strength and maximum resistance to deflection.
Our Low-enertia press drive train features gears manufactured with steel hubs, forged steel gear rings, finished ground and hardened gear teeth, running in an oil bath and spray system to provide close running tolerances, prolonged life, and a smooth quiet operation.
Our air actuated wet clutch/brake delivers rated torque at relatively low air pressure, resulting in reduced lining wear and air consumption. Greater heat dissipating characteristics promote longer life and better performance, even at high single-stroking rates.
Our standard press control comes with:
• Six (6) programmable limit switches • Four (4) programmable die monitor inputs • 6-digit part & batch counters • LCD display screen for status and fault messages • LED display for crank angle and spm
Our Fast Response Hydraulic Overload Protection System relieves the pressure of a tonnage overload in milliseconds, stopping the press immediately to help protect press and dies from damage.
Achieving straight-side capabilities in a gap-frame press
New developments in motion and frame technology
Recent changes in tooling technologies, material specifications, part quality requirements, and inventory levels have driven the demand for new developments in the way a mechanical press operates. This article discusses how link motion and bridge-frame structures help stampers. This includes a description of what link motion is and how it works, and how bridge frame presses affect frame deflection.
Gap, or C-frame, mechanical stamping presses have undergone relatively few fundamental design changes since they were first introduced in the mid-1800s. The basic principle behind their operation, simply stated, is this: Inertial energy stored in a rotating flywheel is converted to a reciprocating (up-and-down) motion, which provides the power for tooling to punch, blank, bend, draw, or perform some other value-added process to a workpiece.
More recently, however, changes in tooling technologies, material specifications, part quality requirements, and inventory levels have driven the demand for new developments in the way a mechanical press operates.
While the requirements for good tooling design, proper maintenance, and well-trained operators are as important as always, recent innovations such as link motion and bridge-frame structure are helping metal stampers achieve in smaller gap-frame presses the performance and production levels typically reserved for large straight-side machines.
Link Motion
To improve workpiece quality while speeding production and lowering per-part costs, mechanical press builders have sought to combine the high production rates of a mechanical press with the slower working speed of a hydraulic press. For the past several decades they have accomplished this by applying link motion technology to large-capacity machines of several hundred tons.
Today, gap-frame press manufacturers are introducing a new generation of low-tonnage link motion presses that feature highly rigid frames, bringing large-press performance and productivity to smaller machines.
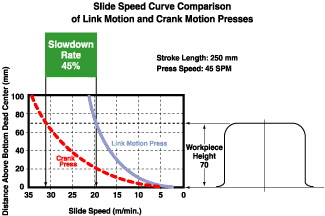
In a link motion press, the velocity of the slide is slowed during the working portion of the stroke, with the tonnage, torque, and flywheel energy — the three factors of true press capacity — remaining constant. By comparison, if the flywheel of a crank motion press is slowed below its rated speed by even 30 percent to improve material flow and yield a higher-quality part, about 50 percent of available tonnage, torque, and flywheel energy is lost.
Figure 1
A generic link motion curve designed for many applications can produce less than optimum performance in some situations. As an alternative, a link motion curve designed for a specific application, such as progressive blanking or deep drawing, can be helpful.
Equally important is the point in the stroke at which that reduction in slide velocity occurs. Slide speed requirements are different for a press used for progressive blanking and shallow forming and a press used for deep drawing. A generic link motion curve that is designed to suit as many applications as possible is likely to provide less than optimum performance in some situations. A better alternative can be a link motion curve designed to meet the specific needs of an application, such as progressive work or deep drawing (see Figure 1).
Link motion uses a mechanical assembly installed in the press's gear transmission. The link mechanism accelerates the downward travel of the slide, then slows it during the working portion of the stroke, with the tonnage, torque, and flywheel energy remaining constant. The speed is again accelerated for a fast retract to the top of the stroke.
In contrast, the slide of a crank motion press maintains the same velocity throughout the full stroke travel. Nearly all presses in the U.S. less than 200 tons' capacity are crank motion-type machines.
Material flows better in tooling when slide velocity is reduced. And, because the material is held in the working portion of the stroke for a longer period of time, dimensional tolerances can be improved because springback is reduced or eliminated. In deep-draw applications, tearing and wrinkling are minimized.
Because the operating speed of the tooling is reduced, the accompanying friction also is reduced. Less friction results in less heat, which helps to increase tooling life. Punches also break less at lower impact speeds.
Link motion also helps to reduce noise (in decibels and pitch) and vibration produced during pressworking. This can be important in blanking applications that have large reverse loading (or snap-through) forces.
Bridge-frame Structure
Frame deflection is one of the main reasons that gap-frame presses often cannot run high-precision jobs, particularly those that use close-tolerance tooling. If deflection can be held within acceptable parameters, many jobs formerly run in larger straight-side machines can be moved to more compact gap-frame machines.
For decades, tie rods were installed to control gap-frame press deflection. To work properly, tie rods have to be tightened to the point that preload is put on the press frame. This can cause the press slide and bolster to be in an out-of-parallel condition. Rather than using tie rods and spacers, some manufacturers now employ a rigid structure, called a bridge-frame structure, to help control deflection in critical applications.
Massive, solid steel beams are precision-machined and fitted to the individual press frame. This precise fit and strength help the press to resist deflection (gap opening), as well as other types of distortion, without putting preload stress on the frame. With no tie-rod adjustments needed, performance can be consistent and repeatable.
When properly engineered and installed, the bridge-frame structure can help bring gap-press performance levels close to those of a high-quality straight-side press. Frame deflection typically is reduced by 60 percent or more. Tooling interference — and the noise it generates — is reduced, which helps to extend tooling life between sharpenings and to reduce punch breakage.
Straight Side Presses
Stamtec’s 1 point straight side press drive train features a low inertia design with the gears running in an oil bath and spray system.
For superior strength, durability, accuracy, and consistency, gears are manufactured with steel hubs and forged gear rings fabricated in our own facility.
The gear teeth are finished ground and hardened to provide close running tolerances, prolonged life, and a smooth quiet operation.
Stamtec’s frame structure members are put through rigorous FEA (Finite Element Analysis) prior to manufacturing to insure proper design and superior strength.
The fabricated steel frame structure members are of a heavy, box-type construction and are fully thermal stress relieved before machining to assure uniform accuracy. The frame is connected together with four full-length steel tie rods, which are hydraulically pre-stressed to 150% of press capacity, or welded together to form a single unitized weldment. The massive bed is built to a standard of no more than .0015” deflection per foot of bed length left to right and front to back, with a full-capacity load symmetrically distributed over 2/3 of the bed area. This design provides superior compressive strength, deflection, torsion, and vibration resistance.
Straight Side Presses
Stamtec’s 2 point straight side press drive train features a low inertia design with the gears running in an oil bath and spray system.
For superior strength, durability, accuracy, and consistency, gears are manufactured with steel hubs and forged gear rings fabricated in our own facility.
The gear teeth are finished ground and hardened to provide close running tolerances, prolonged life, and a smooth quiet operation.
Stamtec’s frame structure members are put through rigorous FEA (Finite Element Analysis) prior to manufacturing to insure proper design and superior strength. The fabricated steel frame structure members are of a heavy, box-type construction and are fully thermal stress relieved before machining to assure uniform accuracy. The frame is connected together with four full-length steel tie rods, which are hydraulically pre-stressed to 150% of press capacity, or welded together to form a single unitized weldment. The massive bed is built to a standard of no more than .0015” deflection per foot of bed length left to right and front to back, with a full- capacity load symmetrically distributed over 2/3 of the bed area. This design provides superior compressive strength, deflection, torsion, and vibration resistance.
Straight Side Press
The 4 point straight side press was designed to run dies with very large dimensions both l-r and front to back. It can run progressive or transfer dies, running large, odd-shaped or deep-formed parts that require a transfer system to move the parts through the die. Stamtec will work with the transfer system provider of your choice (e.g. HMS, Wayne Trail, Linear, Gudel, Atlas), to completely integrate the transfer system with the press, feedline and other peripheral equipment as necessary.
The drive train is a low inertia, high torque eccentric geared drive system design featuring precision cut, steel-rim eccentric gears, plunger guiding, and double helical gearing for the drive shaft and intermediate gears, all lubricated by an enclosed oil bath and spray system.
S4 Series presses feature eccentric gear drive with plunger guides on each connection to control side thrust and deliver precision slide tracking throughout the stroke. All gear surfaces have been heat treated and finely ground to assure smooth operation and low noise levels.
Straight Side Press (GTX Series)
The Stamtec GTX double crank press was designed for stamping relatively long, narrow parts at high single stroking rates or in continuous mode, using either blanks or coil stock; or running progressive dies that need the longer bed area to accommodate long dies with multiple stations. The GTX offers an extra wide, centered 6-pt, full length box gib type.
This press is different from others in that the GTX provides a large die area at a very economical price, while still providing the rigidity and low deflection characteristics of a traditional straight side press.
موضوع: رد: المكابس Presses السبت 9 يوليو 2011 - 17:25
شكرا يا باشمهندس على تغيير لون الموضوع بس بالنسبة للترشيح للاشراف فى المنتدى ..انا اسف يا باشمهندس انا عايز اكون عضو عادى بالنسبة لدعوة اعضاء جدد هاعمل كدة مع كل اللى اعرفهم ان شاء الله اما بالنسبة لكتابة مواضيع جديدة هاحاول اكتب على اد ما اقدر واسف مرة تانية واسف على الاطالة
موضوع: رد: المكابس Presses الأحد 10 يوليو 2011 - 0:04
دا نظام اغراء بقى يا باشمهندس ههههههههههه بس بجد الحكاية مش حكاية شحن اكيد ولا لأ المشكلة انى فى رابعة هندسة ومشغول الاسبوعين دول فى مشروع التخرج ادعى لى انه يخلص على خير ان شاء الله وانا اوعدك انى هاهتم بالمنتدى اكثر من كده ان شاء الله وربنا المعين اسف عل الاطالة وشكرا على عرضك






 تنبيه للأعضاء
تنبيه للأعضاء مواضيع لم يرد عليها
مواضيع لم يرد عليها تغذية rss
تغذية rss أفضل 20عضو
أفضل 20عضو أفضل اعضاء اليوم
أفضل اعضاء اليوم جديد المواضيع
جديد المواضيع مشـــــاركاتي
مشـــــاركاتي قوانين المنتدى
قوانين المنتدى التسجيل
التسجيل







 الخميس 21 نوفمبر 2019 - 12:14
الخميس 21 نوفمبر 2019 - 12:14